浙江南都电源动力股份有限公司(简称:南都电源,股票代码:300068)是国家高新技术企业,创立于1994年9月,2010年4月在A股创业板上市。公司面向通信信息、新能源动力、新能源储能及节能环保领域,提供以先进阀控密封电池、锂离子电池、燃料电池为核心的系列化产品、系统解决方案及运营服务,主营业务包含阀控密封电池、锂离子电池全系列产品及系统的研发、制造、销售及服务。2015-2017年,公司收购安徽华铂再生资源科技有限公司,进入环保型资源再生产业,打通了蓄电池产业链。
公司成立至今已有二十余年,一直专注于高端工业电池及新能源领域,通过专业化发展,现已成为下辖18家子公司,业务和分支机构覆盖全球150多个国家和地区的企业集团,产业布局也从通信后备电源领域,扩展至新能源储能电源、新能源动力电源、环保型资源再生及相关系统集成等领域,成为通信、储能、资源再生产业领导者,并形成了“原材料-电池制造-产品应用-运营服务-资源再生-原材料”的全封闭产业链,构建生态循环体系,提升行业生命力。

图1 浙江南都电源动力股份有限公司
企业在智能制造方面的现状
浙江南都电源动力股份有限公司锂电工厂智能制造试点车间目前正在应用的信息系统有SAP系统,MES系统(涵盖生产制造执行管理、PDA物料条码管理和配送、Andon异常报警控制)、装配检测线自动控制系统。这些系统有效的支撑了企业的生产经营活动,提高了车间的智能化管理水平。
智能制造项目详细情况介绍
1.项目背景及目标介绍
南都动力锂电智能车间工厂物联网项目将公司的SAP 系统和底层的自动化系统集成在一起,主要用于对锂电车间的生产、质量、设备等方面进行详细作业计划、实时信息反馈和数据分析。该项目通过MES系统实现对生产制造过程信息的实时采集、管理和反馈,进行批次跟踪,实现质量追溯,提高企业的生产效率,改进产品质量,对物料进行管理,对关键设备进行有效监控,并实现生产过程与管理决策的高效集成;为企业领导经营决策提供及时、准确的科学依据,有效地支撑了企业生产管理。
技术解决方案:
1)网络基础提升:在现有基础上进一步完善网络架构、保障网络安全,完成多个极片车间、干电芯车间、电芯车间、装配车间等多个车间的网络设备改造,优化数据链路。
2)云平台搭建:采用VMWARE技术,搭建南都的企业私有云。
3)数据采集系统及设备改造项目:对现有的重要工序购进和改装传感终端,采集工艺数据,实现工艺数据和产品数据的自动采集、自动上传。包括混料、涂布设备、激光焊接、测厚仪、注液设备、化成分容等设备的数据采集。
4)移动MES管控平台项目:通过PDA采集现场的生产情况,实现现场工单的开工、数据采集、完工报工等。
5)MES系统项目:为工厂现场各项生产信息收集整合的系统,连接SAP系统和生产、仓库现场作业之间,提供实时且准确的实际生产数据来源。通过计算机、智能终端、条码等设备结合网络通讯、软件和数据库技术,即时收集现场资料,提供即时且准确的实际生产状况,整合现场各单位(物料、生管、制造、品管、库管)的各项资料,通过控制包括人员、设备、物料、生产流程和作业程序等在内的所有工厂资源来提高制造竞争力,从而大幅度提高生产品质和生产效率。收集生产现场各种信息,并自动进行数据整理与分析,为管理者提供正确、实时的资讯,协助管理者进行正确的管理决策。
2.实施与应用情况详细介绍
2.1 IT基础建设
1)对极片车间、干电芯车间、电芯车间、装配车间等多个车间的关键生产设备进行改造,加装通讯模块,并将设备接入内部局域网。所有的关键生产设备,北车间177台,南车间359台设备连成一个大局域网,并将设备网与办公网隔离,防止办公网病毒影响生产设备的运行,保障网络安全。

图2 网络系统架构
2)该项目为保障PDA和无线扫描枪的正常运行,全厂共布置无线AP 77个,并用无线控制器进行管理,保证无线网络的稳定、安全。
2.2 云平台建设项目
利用业界可靠的服务器整合软件套件VMware vSphere来整合服务器硬件,计划实现:
a)将现有硬件利用率从5-15%提高到80%;
b)将硬件需求减少到原来的十分之一或更少。
2.3 数据采集系统及设备改造项目
数据采集系统主要实现工厂设备的智能互联,侧重于末端信息采集。整个系统建设主要分为以下两部分:
1)设备的硬体改造
主要是设备的状态信息,如电流、电压、功率、功率因数、温度、湿度、压力、转速等,通过改造实现标准以太网接口的输出功能。如果设备本身带有输出接口,则进行协议转换。公司现有需要进行数据采集的设备共有536台,硬件接口主要分为串口232、485、422、网口。
工厂将536台设备中部分设备进行改造,加装通讯模块,使之接入企业内部局域网,并将数据上传至采集电脑,将数据上传到MES服务器和数据存储服务器。
2)数据采集监控平台建设
主要实现用户管理、采集设备通道、频率,报警信息等参数设置。监控终端支持现场和远程监控,通过授权的IP地址及用户,可通过浏览器实现实时监控。
a) 设备数据采集项列表

表1 设备数据采集项列表
b)采集软件界面
在每台的采集电脑端安装采集软件,并设置设置采集参数、采集频率和采集别名。
c)MES系统采集设置界面
MES系统采集参数设置,设置采集设备或工序、采集项名称、采集项别名和采集项单位,设置完后,采集上来的参数将自动传入MES系统。
2.4 移动MES管控平台项目
利用物联网技术,将设备接入企业内部局域网,实现设备与MES系统间的数据交换。每台设备生产过程中自动收集生产数据,判断合格与否,生产数据、工艺数据实时传送到MES管理系统。开发应用生产管理APP模块,随时查看各道工序的生产情况和质量情况。也可对工序进行完工回报。
1)MES系统移动APP平台实时显示各车间生产情况、产品合格率、预警信息,领导和管理人员可以实时查看生产报表,实时了解生产信息,消除信息孤岛,提高生产管理决策效率。

图3 车间不良类型和排名
2) 实现PDA移动作业
工厂工作人员使用PDA对部分过站产品进行扫描,实现现场移动作业。

图4 作业现场

图5 过站现场
2.5 MES系统项目
在集团中整合底层采集数据,实施集团MES系统。为工厂现场各项生产信息收集整合的系统,连接SAP系统和生产、仓库现场作业之间,提供实时且准确的实际生产数据来源。通过计算机、智能终端、条码等设备结合网络通讯、软件和数据库技术,即时收集现场资料,提供即时且准确的实际生产状况,整合现场各单位(物料、生管、制造、品管、库管)的各项资料,通过控制包括人员、设备、物料、生产流程和作业程序等在内的所有工厂资源来提高制造竞争力,从而大幅度提高生产品质和生产效率。收集生产现场各种信息,并自动进行数据整理与分析,为管理者提供正确、实时的资讯,协助管理者进行正确的管理决策。
1)需求设计及出发点
a)灵活可配置工艺流程。工艺流程中灵活定义生产过程参数、投料信息、品质参数流程工艺中灵活定义。
b)强大的数据采集功能。生产现场信息采集涵盖人(操作者)、机(机器设备)、料(原材料)、法(工艺、方法)等信息,适用性强,可扩展。
c)双向追溯、4M追溯体系。正反实现对人(操作者)、机(机器设备)、料(原材料)、法(工艺、方法)、品质的追溯。
d)打破管理黑箱,信息及时、透明。透过SPC、预警平台、实时看板、综合报表等管理工具,实时呈现生产运营成效和及时批露生产、品质异常。
e)辅助SAP完善成本计算。逐步完善工单产量和工时报工机制。
2)MES系统蓝图设计
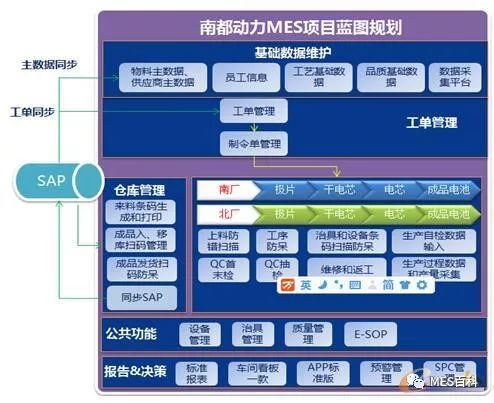
图6 MES系统蓝图
3)功能模块
a)工艺管理
工艺建模是在生产环境下实现流程工艺的信息化管理,将工序、流程、工作中心、物料、产品类型等生产要素相结合,用结构图的形式直观的将工序串接形成流程,合理有效的配置产品工艺路线,防止工序跳站、漏站、工艺用错等作业发生。
MES实施前:SAP中有维护工艺信息,多个同类型的机种可共用一个工艺;SAP中的工艺无法细分到工艺中的管控工位,无法采集各工位的生产信息,以及对在制品的生产流程管控。
MES实施后:对工艺的生产管理,细化到各个工序点,通过MES系统有效的管控生产制程;在MES系统中,通过工艺上的数据采集点,采集生产数据,管控生产制程,形成完善的产品追溯体系。
b)工单管理
MES工单管理流程适用于优化和改善当前由PC执行的生产计划下达、变更以及有车间执行的时段产量/WIP统计过程,相对原有SAP粗放式的管理模式,在以下几方面有显著提升:
●生产数据统计的实时性、真实性;
●保证工单主数据的完整性;
●减少工单变更时由于数据不一致导致的部门协同冲突;
●实现与SAP工单的协同管理:
●SAP工单自动同步给MES;
●同时同步更新工单BOM;
●工单计划变更时,只在SAP中执行关于BOM物料、数量等信息的修改,再同步到MES。
c)设备管理
相对于原有的手工作业模式,设备管理流程可在以下方面取得改善:
●按设备ID建立设备电子履历,包括领用、保养/维修、点检记录。
●提供设备保养到期提示。
●可按设备ID追溯查询对应的生产制令单和产品SN。
MES实施前:设备按手工帐目管理,同时产生大量的纸质表单;设备保养(计划性保养和非计划性保养、维修)无法提前提醒;线体、车间设备经常更换而未保留记录,无法按照设备来查询追溯相应的生产产品记录。
MES实施后:
●设备按唯一SN建立电子履历。
●形成设备电子台帐,并且可以提示保养到期的设备。
●设备的保养和维护能够形成电子化记录。
●设备开线前点检形成电子化记录。
●设备领用、更换等在系统中形成精确时间记录,从而能够按照设备来查询追溯相应的生产产品记录。
●能够按月提供备件损耗清单。
●产品需要能追溯到设备。
d)生产管理
MES实施前:生产制程管理主要以纸张手工记录或EXCEL文档作信息记录与共享。随着电池业务需求的不断增长,目前的业务管理流程及模式就无法满足小批量多品种、多配方、生产制造过程管理等复杂业务需求。
MES实施后:通过对生产过程中的数据采集,系统能够形成产品完整的生产档案,包含产品序列号、型号、生产日期、关键物料批次、生产班次、关键工序履历信息、关键加工设备信息、操作人员等,供事后查询和追溯。

图7 电池产品追溯结构图
e)质量管理
MES实施前:仓库人员在现场清点来料到货,质检人员在现场进行来料质检,这些信息只能在作业完成后,回到办公室人工录入EXECL或纸张记录,实效性低。过程质检也存在诸多不便,具体表现:工艺流程卡、操作规程、检验规程等均是纸质文件,如有变更时,通过人工收回和发放;成品与工位关键料没有关联,成品与原料批次的追溯通过execl与纸张记录。
MES实施后:
质量检测的改善包括来料质检和过程质检两个方面:
●来料质检:通过与SAP来料信息的对接,MES对来料进行质检, 生成检验报告,自动判断允收或拒收。
●过程质检:通过与多条装配线自动控制系统的对接,获取过程质检数据,将产品生产过程中的质检数据、工艺数据自动实时上传,并自动判定产品品质,保证数据的实时性、准确性。
●遵循PDCA原则,在企业内部建立完善的质量体系,基于准确实时的数据采集和数理统计技术实现质量管理目标。
f)预警管理
预警管理模块可以对生产过程中的相关指标,如直通率、工序良率、KPI等,设置相应的预警方案,并实时监控生产过程上产生的数据是否达到预警方案的条件。在发生预警时,系统会以消息机制(如邮件、看板、微信消息等)通知给相关人员,进行现场处理与判定,防止问题一再发生。
g) 生产看板
生产车间共安装22块生产看板,实时显示生产工单完成比例、各工序完成比例、良率、计划达成率以及24小时产量趋势。
3.效益分析
1)项目实施前后相关指标对比分析
●提升生产和经营效率30%以上;
●将服务器的利用率从10-15% 提高到高达60%以上;
●基础数据的准确率提升到95%以上;
●产品合格率从96%提升到99%,产品一次合格率从85%提升到93%;
●配料准确率有原来的92%达到100%;
●生产统计时间由原来的半天缩短为30分钟;
2)经济效益和社会效益分析
通过集团级MES管控平台实施:
●基础数据的准确率提升到98%;
●半成品周转率提高15%;
●订单的履约率提升到98%以上;
●产品制作周期缩短18%;
●生产成本降低15%;
●产品一次合格率(次产品合格率)达到93%。
通过移动MES:
●减少专职报工人员4人;
●减少检验人员7人;
●缩短生产实绩的采集时间达95%;
●缩短了关键件的数据采集录入时间90%。