发布时间 : 2019-09-20 来源 : 深圳效率科技有限公司
在SMT工厂,SMT首件检测机测试流程是怎么样的?
我们先来看一下传统的首件检测流程:
一、操作员送首件和首件报到IPQC台
1、报告的首三行内容要完整填写:并有生产班长、工程、操作员的签名。
二、IPQC收到首件报告后根据内容找出生产通知单,按要求找出BOM、ECN、IQC检验报告、特殊工艺事项。
2.1、BOM要在生产前用彩色的笔分AB面:
2.2、分面的时候要依据PCB的白油丝印,不能使用工程的程序
2.3、ECN发放后要立刻夹在新的BOM后面并在发放记录上登记
2.4、当新的BOM发放下来后一定要找到旧版本的BOM写上“作废”并上交给工程摧毁。
三、进行首件检査。(校对过程中如有问题请用铅笔在BOM上记录备注。
3.1、BOM其中有一项是提供版本信息内容。第一个校对的信息是PCB版本、客户、机型。
3.2、按IC到阻容料的规律。对IC的型号规格、对IC的方向。
3.3、对高的元件,从大到小,比如变压器、铝电解电容等异形元件。
3.4、对三极管、二级管、灯仔(灯的颜色)的规格和方向,稳压管要测试压降。
3.5、对ESD管、磁珠、保险丝等
3.6、对电容、电阻,依据从大到小原则:1206、0805、0603、0402、0201
3.7、对手帖的物料,USB座、SD卡座、天线、锅仔按钮等,注意方向。
3.8、对BOM的每一项检查是否没有打勾的位号并核对。
3.9、如有样板时请和样板校对一次
3.10、对备注的问题审核一次,如有不清楚时请提示其他部门同事是否有确定时请上级处理。
3.11、检查PCBA的班别记号、日期记号,位置、大小是否合适。
3.12、如果是有BGA的产品,监督工程师在没有过炉前照ⅹ光,检査焊盘和引脚是否对好。
3.13、对首件打Q记号并过炉:检査首件的焊接情况,注意电感、带散热片的IC是否熔锡;照X光。
3.14、将首件挂标示卡送炉后QC,通知QC检查注意事项及一些检查方法。
3.15、如果是带BGA的产品,首批小于5PCS,过炉并照X光,确认没有问题后选一块PCBA标示样板给炉前,作为参考依据。
四、记录
4.1、记录炉温、链带速度等。
4.2、对红胶板要进行推力测试并记录。首件要备注:推力OK.
4.3、对锡膏板要备注锡膏的名称及有铅/无铅。
4.4、记录新ECN的执行、特殊工艺的执行、BOM的编号。
4.5、签名,送班长确认。
五、生产
5.1、通知生产部正常生产
5.2协助和监督炉后的产品标识、隔离。
5.3、生产线每一个工位巡检一
使用FAI-E680首件检测仪流程:
一、操作员将待检首件送至IPQC工作台
二、IPQC收到首件后,按具体型号在检测仪找到相对应的BOM表及坐标文件。
2.1.将BOM表及坐标文件分别导入首件检测系统
2.2.自动对比BOM及坐标文件错误
2.3.自动识别各元件类型及标准值,上下限值
三、首件测试
3.1、新建待测首件测试报表
3.2、将待测首件放入检测仪内,扫描首件图片并自动识别空焊元件
3.3、开始测试阻容元件并自动判定 PASSFAIL(有声光报警)
3.4、对IC、三极管、二极管等不可测量元件,可调出元件库进行型号规格方向对比
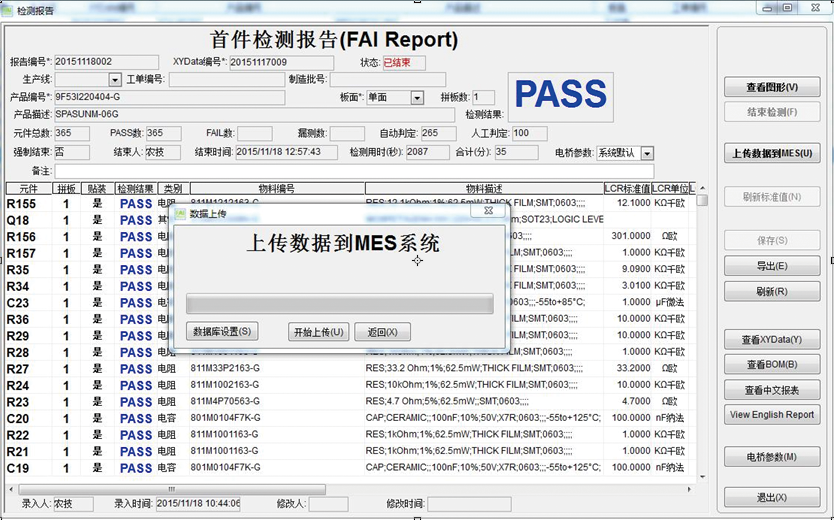
四、保存及上传报表
4.1测试完成后,系统自动生成首件测试报表,可以选择保存报表(支持 excel和PDF格式)或上传报表至MES、ERP系统。
1.操作简单,简单培训即可上机操作,非常方便。
2.节约人力,传统SMT做首件需要两个人,现在一个人完全可以担当。
3.节省时间,使用E680智能首件检测仪工作效率可以提升80%以上。
4.防止错漏,所有检测都通过系统记录标记并生成报告,完全杜绝错漏。
【转载请注明来源】